
Các loại que hàn thông dụng hiện nay
Hiện nay chúng ta có khá nhiều tiêu chí để phân loại sản phẩm que hàn, một vài tiêu chí thường gặp nhất có thể nhắc đến như:
Phân loại theo kích thước: Nếu phân loại theo kích thước sẽ có 6 loại que hàn phổ biến sau:
Mua que hàn NIKKO chất lượng cao và linh kiện hàn tại : QUE HÀN NIKKO
- Que hàn 2mm chiều dài 250 – 350mm;
- Que hàn 2.5mm chiều dài 300 – 350mm;
- Que hàn 2.6mm chiều dài 300 – 350mm;
- Que hàn 3.2mm chiều dài 350 – 400mm;
- Que hàn 4mm chiều dài 400 – 450mm;
- Que hàn 5mm chiều dài 400 – 450mm.
- Phân loại theo công dụng: Khi phân loại dựa theo công dụng, que hàn sẽ được chia thành các loại sau: Que hàn hồ quang tay; Que hàn cắt; Que hàn dưới nước; Que hàn năng suất cao.
- Phân loại theo thành phần của thuốc bọc: Nếu phân loại theo thành phần của thuốc bọc, chúng ta sẽ có các loại que hàn sau: Que hàn có thuốc bọc hệ axit; Que hàn có thuốc bọc hệ bazơ; Que hàn có thuốc bọc hệ Rutil; Que hàn có thuốc bọc hệ hữu cơ.

Thế nào là que hàn tốt, chất lượng?
Có nhiều tiêu chí để đánh giá một sản phẩm que hàn tốt và chất lượng, cụ thể như sau:
-
-
- Dễ gây hồ quang và hồ quang cháy ổn định trong quá trình hàn.
- Đem đến những mối hàn đảm bảo chất lượng, đảm bảo độ thẩm mỹ theo đúng yêu cầu của người sử dụng.
- Nóng chảy đồng đều và không gây ra hiện tượng vón cục, vỡ khi đang thao tác hàn.
- Dễ dàng vệ sinh lớp xỉ bám ở mối hàn sau khi thao tác, đồng thời ít thải khí độc ra môi trường.
- Đem đến năng suất hàn cao và có giá bán phù hợp.
-
Thế nào là hồ quang hàn?
Khi đầu que hàn tiếp xúc với bề mặt vật hàn sẽ sinh ra hiện tượng ngắn mạch và tại vị trí tiếp xúc sẽ có nhiệt độ rất cao.
Sau đó, khi nhấc que hàn ra khỏi vật hàn ở một khoảng cách nhất định thì khoảng không khí đó sẽ trở thành chất dẫn điện và phát sinh dòng điện, sinh ra nhiệt và ánh sáng mạnh.
Hàn Hồ quang ( hàn quen) là hiện tượng phóng điện ổn định trong môi trường khí, giữa hai điện cực âm và dương. Hồ quang bao gồm nguồn nhiệt lớn, ánh sáng mạnh và tập trung.
CÁC LOẠI MÁY HÀN QUE/ MÁY HÀN HỒ QUANG ĐANG SALE TẠI CHÚNG TÔI LIÊN HÊ ĐT/ZALO 0916.870.166

Để có hồ quang xuất hiện, cần có các điều kiện sau:
– Giữa hai đầu điện cực (que hàn và vật hàn) cần phải có điện áp. Điện áp tối thiểu để duy trì hồ quang cháy là ở mức 40÷80V.
– Giữa hai điện cực phải có khoảng hở để xuất hiện điện tử trung hòa.
– Quá trình xuất hiện hồ quang xảy ra trong thời gian rất ngắn nhưng có thể mô tả thành 4 giai đoạn sau:
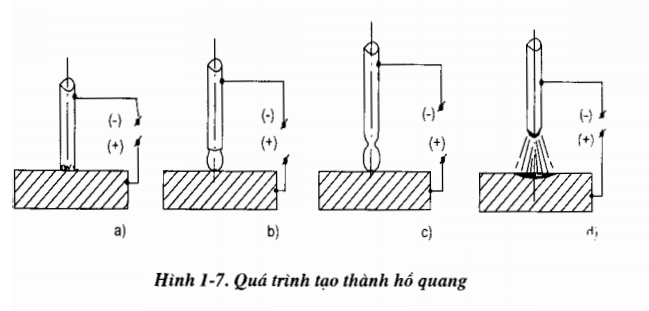
- – Do bề mặt que hàn và vật hàn không phẳng nên hồ quang sẽ xuất hiện tại vị trí vật hàn nhô cao hơn. (hình a)
– Vì hồ quang chỉ xuất hiện cục bộ nên tại vị trí đó sẽ sinh ra nhiệt lượng rất lớn làm cho kim loại nóng chảy và điền đầy không gian giữa hai điện cực. Lúc này kim loại nóng chảy đóng vai trò là dây dẫn giữa que hàn và vật hàn (hình b).
– Khi kéo que hàn ra khỏi vật hàn một khoảng cách nhất định, do tác dụng của điện trường làm cho dòng kim loại bị dãn dài ra và tiết diện ngang bị giảm xuống còn mật độ dòng điện thì tăng lên (hình c).
– Tại vị trí thắt, kim loại nóng chảy nhanh chóng đạt đến nhiệt độ sôi và bốc hơi. Khi dòng kim loại lỏng bị đứt ra và chuyển vào bể hàn thì hồ quang được hình thành (hình d).
Cấu tạo và sự phân bố nhiệt lượng trên cột hồ quang:
Cấu tạo:
Toàn bộ không gian cột hồ quang được chia làm 3 vùng:
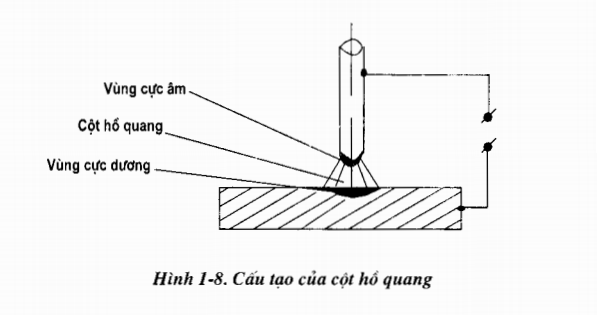
- +Vùng cực âm (còn gọi là catot) và cực dương (còn gọi là anot). Năng lượng từ vùng cực dương cao hơn vùng cực âm (khoảng 500÷600 độ C).
+ Cột hồ quang: có hình trụ loe hướng từ catot đến anot. Hiện tượng dẫn điện trong cột hồ quang là do sự có mặt của các điện tử và điện tích. - Đặc điểm phân bố nhiệt lượng trên cột hồ quang:
Khi cháy, hồ quang sẽ có nhiệt độ rất cao. Sự tập trung nhiệt không đồng đều, thường cao nhất ở phần giữa và giảm dần ra phía ngoài.
Nhiệt độ của hồ quang phụ thuộc vào:
– NHIỆT ĐỘ CỦA QUE HÀN TẠI các phương pháp hàn là khác nhau:
- Trong hàn hồ quang tay, nhiệt độ nóng chảy của que hàn hồ quang tay vào khoảng 4200÷5700 độ C.
- Khi hàn dưới lớp thuốc hoặc hàn Tig, nhiệt độ hồ quang ở mức 6200÷7800 độ C.
- Trong hàn Mig/Mag, nhiệt độ hồ quang có thể đạt 10000 độ C.
Không phải tất cả lượng nhiệt sinh ra đều chuyển đến mối hàn mà một phần nhiệt lượng dùng để nung nóng không khí xung quanh, nung nóng khí bảo vệ và lớp thuốc hàn.
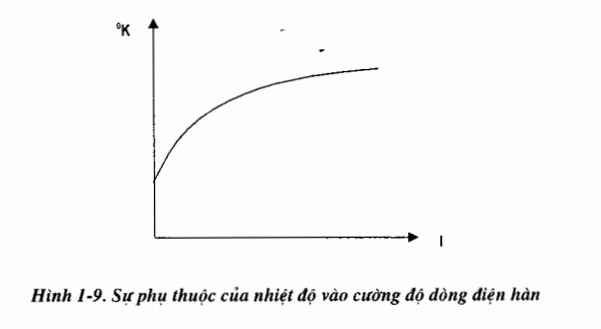
Yếu tố cường độ dòng điện hàn:
Cường độ dòng điện hàn có ảnh hưởng rất lớn đến nhiệt độ của hồ quang. Sự biến thiên nhiệt độ hồ quang tỉ lệ thuận với sự thay đổi cường độ dòng điện. Nhiệt độ hồ quang tăng khi cường độ dòng điện tăng.
LƯU ý khi hàn hồ quang điện / hàn que
Ánh sáng mạnh, nhiệt độ cao và tập trung là hai đặc tính quang trọng của hồ quang được con người ứng dụng nhiều trong công nghiệp nhất là ngành hàn. Khi hàn, để mối hàn đạt được chất lượng thì cần:
- – Duy trì hồ quang ổn định dù dòng điện lớn hay nhỏ.
– Có thể điều khiển hướng hồ quang vào bất kỳ vị trí nào cần hàn, hàn được với hồ quang dài và hồ quang ngắn. - Cách gây Hồ Quang:
- Có hai phương pháp gây hồ quang là gây bằng ma sát và bổ thẳng:
- Gây hồ quang bằng phương pháp ma sát:
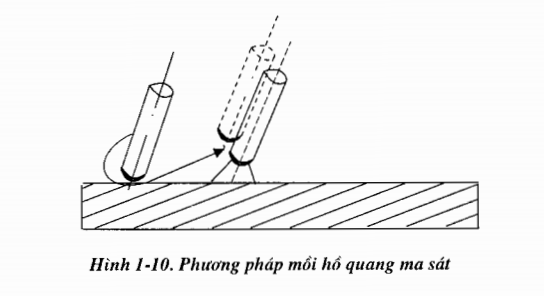
Hồ quang có thể sinh ra khi vạch đầu que hàn vào vật hàn theo hướng vòng cung. Sau khi xuất hiện hồ quang, duy trì khoảng cách từ que hàn đến vật hàn một khoảng từ 2÷4mm để hồ quang được cháy ổn định.
Đây là phương pháp tương đối dễ thực hiện nhưng lại dễ làm hỏng bề mặt vật hàn, nhất là đối với các vật hàn có bề mặt nhỏ.
Mồi hồ quang bằng phương pháp bổ thẳng
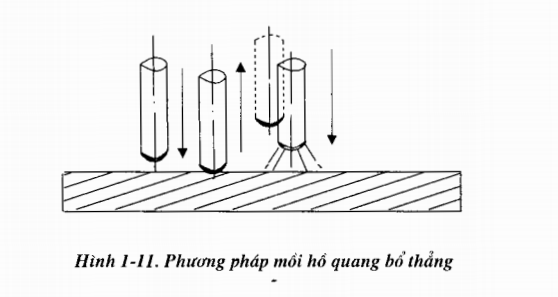
Cho đầu que hàn tiếp xúc vuông góc với bề mặt vật hàn rồi nhanh chóng nhấc que hàn ra. Sau khi phát sinh hồ quang kéo gần que hàn lại bề mặt vật hàn và giữ khoảng cách từ 2÷4mm để duy trì hồ quang.
Đây là phương pháp tương đối khó thực hiện vì hồ quang dễ tắt hoặc đầu que hàn dễ bị dính vào vật hàn. Khi mồi hồ quang nếu không may đầu que hàn bị dính vào vật hàn thì chỉ cần lắc sang phải rồi sang trái vài lần là có thể lấy que hàn ra. Nếu que hàn vẫn dính chặt thì phải mở miệng kìm hàn ra sau đó lấy que hàn ra khỏi vật hàn.
Lưu ý, thao tác khi cho đầu que hàn tiếp xúc với bề mặt vật hàn nên thực hiện nhanh và khi nhấc que hàn ra khỏi vật hàn thì thực hiện chậm hơn.