
1. Tổng quan về hàn hồ quang
1.1 Khái niệm
Hàn hồ quang điện là một phương pháp thông dụng nhất hiện nay để nối, ghép chi tiết với nhau sử dụng nguồn nhiệt dùng để hàn.
Hồ quang – hiện tượng chuyển động không ngừng của dòng điện tử trong môi trường đã được Ion hóa giữa hai điện cực, hồ quang hình thành nguồn nhiệt lớn (đạt 600oC và ánh sáng với tia tử ngoại, hồng ngoại). Hàn điện hồ quang là sử dụng nhiệt lượng đó để nung cho vật hàn đến nóng chảy.
Hồ quang tập trung trên 1 điểm của vật hàn, nhiệt lượng khá tập trung, vật hàn sẽ dễ dàng nóng chảy tức thì, nhiệt năng này không truyền ra rộng nên vật hàn không biến dạng trầm trọng như hàn khí. Tuy thao tác có khó khăn, nhưng đối với những nơi có điện thì cũng thuận tiện và rẻ. Phương pháp này đang được phát triển rộng rãi thời gian gần đây và trong tương lai nó còn được áp dụng rộng rãi hơn hàn khí.
1.2 Phương pháp hàn điện hồ quang
Dựa theo loại điện cực ta phân chia máy hàn hồ quang ra: hàn điện cực không nóng chảy (điện cực than, điện cực Graphit hoặc Vonfram) và hàn điện cực kim loại nóng chảy (que hàn).
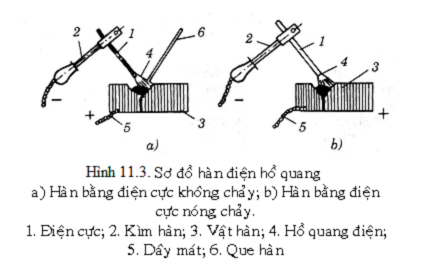
Hình 11.3-a là phương pháp hàn điện cực không chảy: điện cực thường dùng là điện cực than (được tiến hành bằng dòng điện một chiều, điện cực không nóng chảy nối với cực âm, còn vật hàn nối với cực dương). Hình 11.3-b là sơ đồ hàn bằng điện cực kim loại nóng chảy. Phương pháp này sử dụng phổ biến trong các ngành chế tạo máy, xây dựng và các công việc sửa chữa.
Hồ quang điện khi hàn có thể là hồ quang trực tiếp hay gián tiếp. Hồ quang trực tiếp cháy giữa điện cực và kim loại hàn. Hồ quang gián tiếp cháy giữa 2 điện cực than và để gần chi tiết được hàn, kim loại được đốt nóng dưới tác dụng gián tiếp của hồ quang.
Môi trường xung quanh cũng có những ảnh hưởng nhất định đến chất lượng mối hàn. Để ngăn chặn một số tác dụng xấu, người ta đưa ra nhiều phương pháp để bảo vệ mối hàn khác nhau. Có 3 loại hồ quang hàn là hồ quang được bảo vệ, hồ quang không được bảo vệ và hồ quang kín.
– Hồ quang kín được tạo nên trong nước hay trong chất trợ dung để nhằm bảo vệ kim loại tránh khỏi những ảnh hưởng xấu từ môi trường xung quanh.
– Thực tế, người ta dùng hồ quang điện hở có khí bảo vệ (Ar, CO2) để tránh khỏi ảnh hưởng môi trường xung quanh.
– Đối với một số sản phẩm không quan trọng, thông thường người ta dùng hồ quang hở trong trường hợp hàn bằng điện cực than.
1.3 Thiết bị hàn hồ quang
Khi hàn hồ quang có thể sử dụng dòng điện xoay chiều hoặc một chiều. Ưu điểm của dòng một chiều đó là hồ quang có tính ổn định khá cao và cho phép đổi cực để điều chỉnh mức độ đốt nóng kim loại hàn. Tuy vậy, người ta lại thường hàn hồ quang sử dụng dòng điện xoay chiều. Ưu điểm dòng xoay chiều là thiết bị rẻ hơn, gọn nhẹ, và cơ động hơn, việc vận hành cũng khá đơn giản, hiệu suất cao, tiêu hao ít điện năng hơn so với thiết bị dùng điện một chiều.
Nguồn điện hàn và máy hàn cần phải thỏa mãn một vài yêu cầu như:
+ Điện áp không tải Uo cần đủ lớn để gây hồ quang nhưng không nguy hiểm lúc sử dụng.
+ Dòng xoay chiều : Uo = 50 – 80V
+ Dòng một chiều : Uo = 35 – 55V
+ Với những giá trị điện áp không tải trên, khi có tải (hồ quang cháy) điện áp giảm xuống tương ứng 25 – 40V đối với dòng xoay chiều và 15 – 25V đối với điện một chiều.
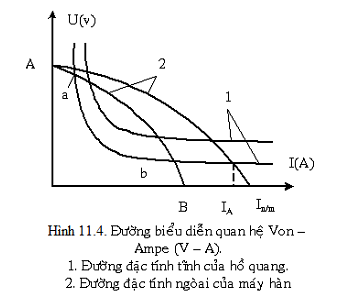
Điểm a là điểm gây hồ quang và điểm b là điểm mà hồ quang cháy ổn định.
+ Cường độ dòng ngắn mạch phải nhỏ để nâng cao độ bền cho máy hàn:
Inm = (1,3 – 1,4)Ih
Với Ih : là cường độ dòng điện hàn (A)
+ Điện áp nguồn hàn cần phải thay đổi nhanh để phù hợp với sự thay đổi điện trở hồ quang nhằm đảm bảo hồ quang cháy ổn định. Thông thường nguồn hàn quan hệ giữa U – I (đặc tính ngoài) là ngược nhau, quan hệ đó có dạng đường cong dốc liên tục.
+ Cường độ dòng điện hàn thay đổi theo 2 kiểu: phân cấp và vô cấp.
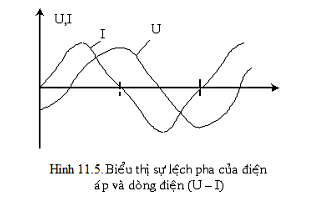
+ Nguồn xoay chiều U – I phải lệch pha nhau tránh việc cả 2 giá trị cùng một lúc đều bằng không để ổn định hồ quang.
+ Thiết bị hàn đảm bảo gọn nhẹ, có cấu tạo đơn giản, dễ sử dụng và giá thành rẻ.
Máy hàn điện một chiều
Máy hàn điện tử một chiều là loại máy dùng dòng 1 chiều nhưng tính năng của nó không hoàn toàn giống máy phát điện. Lúc hàn thường xảy ra hiện tượng ngắn mạch, cho nên nó phải có bộ phận ngăn ngừa cường độ ngắn mạch quá lớn. Muốn dễ tạo tia hồ quang thì điện áp gây tia hồ quang cần phải đủ lớn (80V), sau khi hồ quang đã xuất hiện thì ngay lập tức điện áp giảm ngay xuống điện áp hàn (15 – 45V).
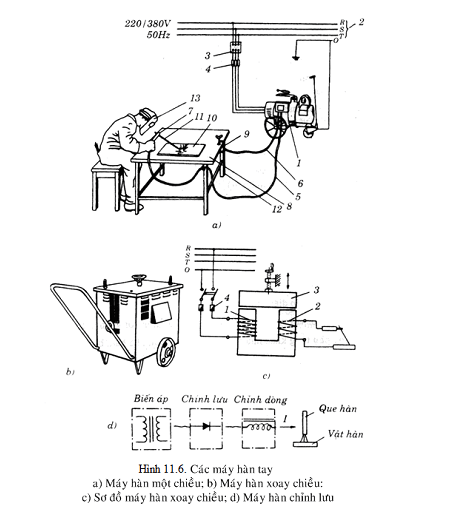
Mặt khác, các tính chất và điều kiện hàn không giống nhau (nguyên liệu, que hàn to hay nhỏ, chiều dày vật hàn) nên với cùng một điện áp hàn lại cần các cường độ dòng điện hàn khác biệt, vì thế cường độ hàn nên được điều chỉnh trong phạm vi thích hợp. Ưu điểm khi sử dụng máy hàn điện 1 chiều so với phương pháp trực tiếp dùng điện 1 chiều là điện hàn cung cấp độc lập, không bị hạn chế bởi việc ngừng trệ bởi các nguyên nhân khác, đồng thời cũng có thể phối hợp thường xuyên với nhu cầu trong công tác hàn. Có thể thiết lập máy hàn có điện áp thấp và cường độ cao, điều đó sẽ giảm phí tổn khi dùng, máy móc lại gọn nhẹ, dễ dàng vận chuyển (Hình 11.6 – a).
Máy hàn điện xoay chiều
Máy hàn điện xoay chiều là loại máy biến áp giảm điện áp của nguồn điện xoay chiều xuống (Hình 11.6 – b). Máy biến áp loại này cũng phải phù hợp với yêu cầu quan hệ cường độ dòng điện và điện áp khi hàn, nên cấu tạo của nó cũng khác biệt với các máy biến áp thông thường. Muốn thỏa mãn những điều kiện này, máy biến áp có thể dùng một vài phương pháp sau:
+ Điều chỉnh điện áp để chỉnh cường độ hàn.
+ Sử dụng cuộn dây cảm ứng để chỉnh cường độ hàn.
Hai phương pháp trên tương đối rẻ tiền. Cấu tạo của máy biến áp hàn điện có rất nhiều loại. Hiệu suất làm việc của máy biến áp hàn (80 – 90%) so với máy hàn điện một chiều (50 – 70%), như vậy hiệu suất máy biến áp hàn tốt hơn, tổn thất không tải chừng 2% vì vậy dùng điện xoay chiều khá thuận lợi .
Dụng cụ để hàn hồ quang
– Mặt nạ để bảo vệ da và mắt tránh tác dụng có hại của tia tử ngoại (gây hại da), tia hồng ngoại (ảnh hưởng mắt), đồng thời để ngăn chặn các tia lửa từ vật hàn và que hàn bắn ra.
– Găng tay và áo quần được làm bằng da hoặc vải Amiang.
– Tấm chắn màu đen để tránh khỏi sự phản xạ quang tuyến gây ảnh hưởng xấu tới sức khỏe của thợ hàn.
– Dây cáp dẫn điện.
– Thiết bị thông gió.
– Kìm hàn dùng để cặp điện cực (que hàn)
– Đầu cặp nối với vật hàn để lưu thông dòng điện với vật hàn (tiếp Mass).
– Một số phụ tùng khác như: thùng đựng que hàn, bàn chải sắt, đục, dụng cụ gá lắp…
Điện cực
Điện cực sử dụng để hàn hồ quang được chia ra làm 2 loại: điện cực nóng chảy và không nóng chảy.
Điện cực không nóng chảy
Điện cực không chảy gồm điện cực than, Graphit và điện cực Vonfram. Điện cực than và điện cực Graphit dùng khi hàn với dòng điện 1 chiều. Điện cực Vonfram dùng hàn với dòng một chiều hay xoay chiều trong môi trường khí bảo vệ Argon.
Điện cực nóng chảy
Điện cực nóng chảy (còn gọi là que hàn) tùy vào công dụng của nó và thành phần hóa học của các kim loại được hàn, người ta chế tạo nhiều loại que hàn tương ứng như: que hàn thép, gang, đồng, nhôm… Ngoài ra, que hàn điện còn được chia ra thành 2 loại: que hàn có thuốc và que hàn không thuốc (que hàn trần).
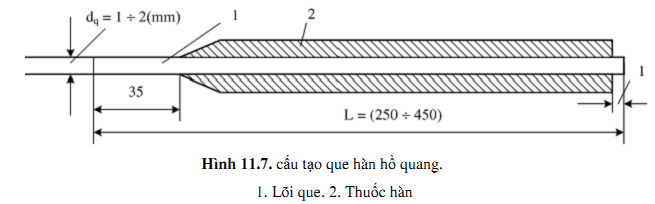
Lớp thuốc bọc que hàn điện có khối lượng chiếm khoảng 1 – 5% khối lượng lõi kim loại (dq) và đường kính ngoài que hàn dn ≤ 1,2dq (với dq: là đường kính que hàn).
Lớp thuốc bọc mỏng: giúp làm tăng tính ổn định của hồ quang. Thành phần trong thuốc bọc thông thường như: đá vôi, Fenpat, bột tan… (chiếm 80 – 85% khối lượng) và thủy tinh lỏng (15 – 20% khối lượng). Lớp thuốc bọc loại này thường sử dụng hàn những loại kết cấu không quan trọng, bởi mối hàn đó có cơ tính kém.
Lớp thuốc bọc loại dày (dn ≥ 1,55dq): tính ổn định hồ quang và tạo ra xung quanh hồ quang một lớp khí và xỉ bảo vệ kim loại hàn tránh những tác dụng của Oxy và Nitơ trong môi trường. Trong trường hợp cần, người ta cho thêm lớp thuốc bọc một số các thành phần hợp kim (các Fero hợp kim), các thành phần này sẽ tham gia vào thành phần trong mối hàn và làm tăng cơ tính của mối hàn. Thành phần của lớp bọc này gồm có: các chất Ion hóa (phấn), chất tạo khí (tinh bột), chất khử Oxy (Nhôm, Fero Mangan…), chất tạo xỉ (cao lanh), một số hợp kim và chất kết dính.
2. Phương pháp hàn hồ quang tay (hàn que)
2.2 Một số loại liên kết hàn
Hàn hồ quang tay tuy cho năng suất thấp, chất lượng không cao và đòi hỏi thợ hàn phải có tay nghề cao, nhưng lại rất linh hoạt và phù hợp với quy mô sản xuất nhỏ, các kết cấu phức tạp. Công nghệ hàn hồ quang tay bắt đầu từ việc chuẩn bị mép hàn (gồm có việc làm sạch và vát mép cạnh hàn).
a. Vị trí mối hàn trong không gian
Mối hàn phân bố trong 1 kết cấu hàn theo nhiều vị trí không gian khác nhau. Chúng được chia làm 3 vị trí là: sấp, trần, đứng. Việc xác định đúng vị trí trong không gian sẽ giúp xác định được chế độ và kỹ thuật hàn chính xác.
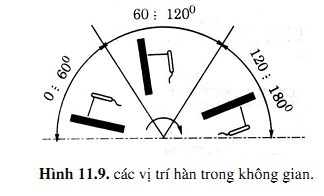
– Xét trong mặt phẳng ngang, mối hàn phân bố từ 0 – 60o thuộc vị trí hàn sấp.
– Từ 60 – 120o gọi là vị trí đứng và ngang.
– Từ 120 – 180o, mối hàn ở vị trí hàn trần (ngửa). Trong những vị trí đó, vị trí hàn sấp được coi là vị trí thuận lợi nhất.
b. Chế độ hàn hồ quang tay
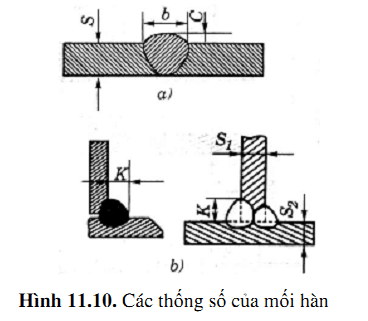
Hai thông số quan trọng cần phải xác định trước khi tiến hành hàn đó là đường kính que hàn (dq) và cường độ dòng điện hàn (Ih). Khi hàn các mối hàn giáp mối, để đảm bảo chiều rộng cũng như chiều cao mối hàn, qd phụ thuộc vào chiều dày vật hàn, người ta tính dq dựa theo công thức:
dq = s/2 + 1 (mm)
Còn đối với các liên kết hàn góc, chữ T, dq được tính theo công thức sau:
dq = k/2 + 2 (mm)
Trong đó: s : là chiều dày vật hàn (mm)
k : là cạnh mối hàn góc hoặc chữ T (mm)
Bên cạnh đó, cường độ dòng điện hàn hồ quang tay (Ih) thì phụ thuộc vào đường kính và kim loại hàn. Ngoài ra, nó cũng phụ thuộc vào vị trí mối hàn trong không gian.
Công thức kinh nghiệm sau đây được tính cho vị trí hàn sấp của liên kết hàn thép:
Ih = (20 – 6dq).dq (A)
Trong đó : dq : là đường kính que hàn (mm)
3. Phương pháp hàn hồ quang tự động
Như nói trên, hàn hồ quang tay cho năng suất thấp, chất lượng không đều, hao phí kim loại đầu mẫu que hàn nhiều, hiệu suất nhiệt thì kém. Còn phương pháp hàn hồ quang tự động sẽ giúp nâng cao năng suất và đảm bảo chất lượng mối hàn một cách đồng nhất. Năng suất được nâng cao chính là do dùng mật độ dòng điện cao và que hàn chảy liên tục.
Hàn hồ quang tự động giảm bớt thời gian để thay đổi que hàn như là hàn tay. Hồ quang khi hàn tự động mạnh hơn và làm kim loại chảy sâu hơn, vì thế các mối hàn có độ dày hàn lớn cũng chỉ có thể hàn một lần. Những điều này đã làm cho năng suất hàn được nâng cao hơn nhiều so với hàn tay từ 5 – 10 lần. Khi hàn tự động không cần phải sử dụng kính bảo vệ mắt cho thợ hàn khi tiến hành hàn tự động hồ quang dưới lớp thuốc hàn.
Phương pháp này hiện được sử dụng nhiều trong các ngành công nghiệp. Mặt khác, phương pháp hàn này cũng cho năng suất cao hơn hàn tự động hồ quang hở (hàn tự động hồ quang có khí bảo vệ). Kinh nghiệm sản xuất đã chứng minh rằng hàn tự động hồ quang dưới lớp thuốc sẽ rất tốt khi hàn các mối hàn thẳng và vòng. Phương pháp hàn hồ quang tự động được sử dụng nhiều trong sản xuất hàng loạt, thậm chí ngay cả sản xuất đơn chiếc như hàn bể chứa, bình chứa chất lỏng, nồi hơi, vỏ máy điện, ống… Gần đây hàn tự động dưới lớp trợ dung cũng được sử dụng trong xây dựng lò cao, chế tạo tàu thủy, cầu đường, toa xe, ôtô và một vài chế tạo khác.
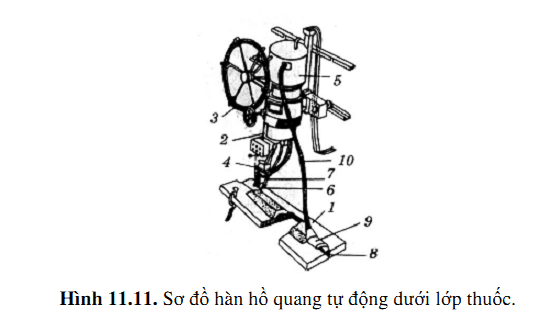
Phương pháp hàn tự động dưới lớp trợ dung là một quá trình dùng nhiệt độ hồ quang để nung chảy dây hàn dưới lớp thuốc. Dây hàn cuộn trong giá đi qua tẩu hàn tới chỗ hàn nhờ đầu tự động, đầu tự động này di chuyển dọc đi theo đường hàn nhờ bộ truyền. Phía trước hồ quang, chất trợ dung từ máng rơi xuống, chảy đều ở trên đường hàn và lúc hàn thuốc hàn bị chảy phủ trên kim loại nóng chảy để bảo vệ, sau đó đông cứng lại, hình thành lớp xỉ cứng bọc lấy mối hàn. Phần còn lại của các chất trợ dung chưa bị nung chảy thì theo ống cao su bị hút trở về máng chứa để sử dụng lại.
Vật hàn và kim loại dây hàn được hồ quang nung chảy trong điều kiện không có không khí, nhờ lớp trợ dung nóng chảy cách ly cho nên kim loại hàn sẽ không bị Oxy hóa.
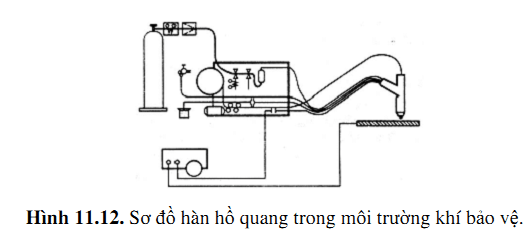
4. Hàn hồ quang trong môi trường khí bảo vệ (TIG/MIG/MAG)
Trong các phương pháp hàn điện hồ quang, ngoài việc sử dụng điện cực (que hàn), chất trợ dung còn có nhiều cách bảo vệ mối hàn khỏi bị Oxy hóa và Nitơ hóa nhờ việc dùng các dòng khí bảo vệ đẩy không khí ra khỏi môi trường hồ quang và làm cho kim loại nóng chảy không tiếp xúc với không khí bên ngoài. Các chất khí bảo vệ được dùng trong hàn là chất khí có tác dụng khử Oxy (như Cacbon, Hydro…), khí trơ (như Argon, Heli) và một số khí hoạt tính (như Cacbonic – CO2).
Các phương pháp hàn có khí bảo vệ – thường sử dụng phổ biến nhất là khí Hydrro, Argon hoặc khí Cacbonic (CO2). Hàn trong môi trường CO2 với dây hàn nóng chảy được gọi là phương pháp hàn MAG (Metal – ActivGas), còn hàn trong môi trường khí Argon với dây hàn nóng chảy gọi là máy hàn MIG (Metal – Inter Gas).
Các ưu điểm của phương pháp hàn hồ quang Argon:
– Cho phép cơ khí hóa trong khi hàn.
– Năng suất cao.
– Cho phép hàn một số lớn kim loại mà không cần phải dùng đến chất trợ dung, đảm bảo mối hàn sạch, ít hoặc không tạo xỉ hàn.
– Có tính linh hoạt cao.
– Việc nung nóng tập trung nên kim loại hàn ngấu hơn.
Hàn hồ quang khí Argon có thể thực hiện với các điện cực không nóng chảy (còn gọi là hàn TIG). Khi thực hiện hàn TIG, hồ quang cháy trong môi trường khí Argon, lớp khí này có tác dụng bảo vệ kim loại nóng chảy không bị oxy hóa. Hàn hồ quang Argon bảo vệ chủ yếu dùng để hàn thép không gỉ, một số hợp kim như: nhôm và Magie, hợp kim Titan.